- Porady & Triki
- Lutowanie
- Jak prawidłowo nasmarować kran
- Rodzaje taśm uszczelniających
- Kleje anaerobowe Uszczelniacze
- Sprzęgła
- Rury dokujące z metalu i tworzywa sztucznego
- Połączenie kołnierzowe rur gazowych
- Pasta polerska GOI Archimedes Norma
- Tabela 1. Ścierny GOST 3647-80
- Czym jest zdolność polerowania
- Kolejność docierania
- Kolejność docierania jest następująca:
- Bielizna
- Którą uszczelkę lepiej wybrać do instalacji systemu grzewczego
- Przeznaczenie i różnorodność termouszczelniaczy
- Główne właściwości techniczne taśmy uszczelniającej
- Zasady lutowania miedzi
- Lutowanie dużych części
- Druty lutownicze lub drut
- Naczynia lutownicze lub otwory lutownicze w miedzi
- Metody sprawdzania szczelności połączeń
- Cechy instalacji złączek gwintowanych
- Instrukcja instalacji krok po kroku
- Metalowe połączenie rurowe bez gwintu
- Uszczelnienie lnianą nicią
- Kwestia pakowania
Porady & Triki
Profesjonalni rzemieślnicy dzielą się kilkoma zaleceniami, jak sprawić, by uszczelnienie połączeń gwintowych było najprostsze i najtrwalsze.
- Nie obawiaj się, że nieutwardzony uszczelniacz wyjdzie z wnętrza rury. Nie twardnieje, a podczas pracy systemu zaopatrzenia w wodę zostanie po prostu zmyty wodą. Żele beztlenowe są całkowicie nieszkodliwe, ale nadal lepiej pozostawić kran otwarty na chwilę, aby całkowicie usunąć nadmiar uszczelniacza.
- Podczas skręcania połączeń pokrytych uszczelniaczem do gwintów nie jest konieczne dokręcanie gwintów kluczami. Maksymalny wysiłek rąk wystarczy, ale naprawdę musisz go owinąć z całych sił.
- Jeśli rura jest delikatna, nie trzeba próbować odwijać złącza potraktowanego uszczelniaczami. Ciepło należy zastosować natychmiast. 170 stopni wystarczy.
- Jeśli to możliwe, najlepiej powstrzymać się od stosowania uszczelniaczy do tymczasowych instalacji. Demontaż połączeń będzie wymagał dużo czasu i wysiłku, co nie jest w pełni opłacalne. Do tymczasowego użytku najlepiej jest zastosować nici uszczelniające lub płótno.
Aby zapoznać się z cechami uszczelniacza do gwintów, zobacz poniższy film.
Lutowanie
 Sprzęt do lutowania rur polietylenowych
Sprzęt do lutowania rur polietylenowych
Lepiej byłoby powiedzieć lutowanie doczołowe. Jest również stosowany do rur polietylenowych. Warunkiem jego realizacji będzie mobilność dwóch przegubowych części. W przeciwnym razie proces zostanie przerwany. Pod względem wydajności nie ustępuje elektrooporowaniu. Do wykonania pracy będziesz potrzebować jednostki modułowej. Jego elementy to agregat hydrauliczny, przecinak, lutownica i centralizator. Aby używać go poprawnie, wykonaj następujące czynności:
- Wkładki są montowane w specjalnym imadle zgodnie z rozmiarem obrabianej rury.
- Rury są zaciśnięte. Nie bądź gorliwy, jeśli przekręcisz śruby, koniec straci kształt koła, co doprowadzi do problemów.
- Lutowane miejsca są oczyszczane z brudu i kurzu.
- Nóż budowlany lub inne urządzenie eliminuje wióry na fazce, jeśli występują.
- Na bloku hydraulicznym zawór powoli otwiera się, zanim rozpocznie się ruch elementów na centralizatorze. Wartość ciśnienia jest oznaczona jako działająca.
- Części są hodowane, między nimi wstawiany jest trymer. Zaczyna się i zmiana jest wykonywana ponownie. Po kilku obrotach noży urządzenie można podnieść.
- Aby sprawdzić poprawność i równość połączenia, dysze są ponownie przesunięte i dobrze sprawdzone.
- Spoiny należy odtłuścić rozpuszczalnikiem lub chusteczką alkoholową.
- Lutownica jest rozgrzana.
- Po osiągnięciu ustawionej temperatury montuje się go pomiędzy częściami.
- Docisk do lutowania jest ustawiony zgodnie z tabelą i moduły centralizatora są ponownie przesunięte. Są utrzymywane w napięciu aż do powstania napływu 1 mm.
- Następnie ciśnienie zostaje zwolnione i rozgrzewają się jeszcze przez kilka sekund.
- Części rozsuwają się i grzałka jest usuwana. W ciągu 5 sekund muszą być ponownie podłączone pod napięciem na kolejne 5 sekund. Następnie siła jest usuwana i czeka się na czas chłodzenia.
Do końca czasu wskazanego na chłodzenie w żadnym wypadku nie należy zdejmować imadła ani w żaden sposób przechylać rur. Może to prowadzić do obniżenia ciśnienia.
Jak prawidłowo nasmarować kran
Ogólny algorytm naprawy dowolnego zaworu gazowego sprowadza się do następujących kroków:
- Odciąć dopływ gazu.
- Odłączyć zasilanie sieciowe w rozdzielnicy. Jeśli z jakiegoś powodu dostęp jest tam zablokowany, wyłącz wszystkie urządzenia elektryczne i lampy z gniazd.
- Usuń wszystkie łatwopalne materiały i przybory (w tym zapałki, rozpuszczalniki itp.).
- Zamknij drzwi do kuchni i otwórz okno.
- Zdemontuj kran.
- Rurę wznośną zatkać wilgotną szmatką.
- Nałożyć smar.
- Usuń szmaty i zamontuj kran.
- Przewietrz pomieszczenie.
Demontaż żurawia wymaga doświadczenia i niezwykłej dokładności.Jeśli chcesz nasmarować przewód gazowy na kuchence, będziesz musiał usunąć talerze obrotowe (flagi) i przedni lub górny panel pod nimi. Bateria otworzy się.

W przypadku pieców typu Hephaestus nie jest konieczne podnoszenie panelu za pomocą palników - przednia pokrywa jest zdejmowana sama, a jest to dość proste, ponieważ jest przymocowane do wkrętów samogwintujących. Zawory są mocowane kołnierzami za pomocą dwóch śrub - do ich usunięcia potrzebny będzie śrubokręt krzyżakowy.
Rodzaje taśm uszczelniających
Materiał ten produkowany jest w postaci nawoju na cewkę o długości do 10 metrów. Z powodzeniem stosowany jest do nawijania gwintów rurowych w układach ciśnieniowych, w tym wodno-kanalizacyjnych, gazowych i grzewczych.
Jego zadaniem w złączach jest odkształcalny wypełniacz, który działa jak smar do gwintów, przyczyniając się do zwiększenia szczelności. Ta pieczęć jest dostępna w 3 rodzajach:
- typ 1 - do stosowania w systemach rurociągowych do transportu cieczy agresywnych, stosowanych przy użyciu oczyszczonej wazeliny;
- typ 2 - do pompowania silnych utleniaczy, co zabrania stosowania dodatkowego uszczelniacza w postaci olejów;
- typ 3 - służy do transportu stosunkowo czystych cieczy i gazów, wykluczone jest stosowanie smarowania.
Kleje anaerobowe Uszczelniacze
Ten materiał ma dobrą lepkość i płynną konsystencję. Mogą długo przebywać na świeżym powietrzu, nie zmieniając swoich właściwości. Kiedy wchodzą w złącza gwintowane, gdzie nie ma powietrza, polimeryzują bez skurczu. Rezultatem jest bardzo mocna i solidna substancja, zbliżona właściwościami do plastiku. Zapewnia doskonałe uszczelnienie i całkowicie wypełnia szczelinę w gwincie, niezależnie od ciśnienia cieczy lub gazu w rurach.Ważną zaletą klejów anaerobowych jest to, że zamieniają się w substancję stałą tylko w połączeniach gwintowanych, a na wolnym powietrzu pozostają płynne i nie zatykają sprzętu i zaworów. Można je łatwo usunąć z powierzchni. Materiał ten znajduje szerokie zastosowanie w przemyśle.
Kleje anaerobowe można łatwo nanosić bezpośrednio z opakowania. Przy wykonywaniu prac masowych warto skorzystać z dozowników. Różne rodzaje klejów mają różne czasy polimeryzacji substancji, od 3 minut do kilku godzin. Wybór konkretnego kleju zależy od zadania technicznego. Jeśli potrzebujesz szybkiego montażu, powinieneś użyć kleju o krótkim czasie utwardzania. W sytuacji, gdy połączenie wymaga regulacji, można wybrać klej, który po pewnym czasie nabierze ostatecznego kształtu.
Połączenie uszczelnione klejem anaerobowym można zdemontować przy użyciu konwencjonalnych narzędzi. Klej po utwardzeniu jest nietoksyczny, dzięki czemu nadaje się do przemysłu spożywczego. Temperatura pracy uszczelniaczy anaerobowych wynosi od -55 do +150 stopni Celsjusza. Niektóre rodzaje kleju mogą wytrzymać do +200 stopni. Krótkotrwale wystawione na działanie wyższych temperatur mogą nadal wykonywać swoją pracę bez zmiany właściwości.
Koszt klejów anaerobowych jest wyższy niż innych rodzajów uszczelniaczy. Jednak w pełni wypracowują zadeklarowaną cenę. Niezawodność połączenia przy użyciu kleju anaerobowego jest znacznie wyższa niż w przypadku jakiegokolwiek innego materiału. Każdy właściciel sam wybiera to, co jest dla niego ważniejsze: pewność i niezawodność czy prawdopodobieństwo dużych strat w przypadku awarii systemu.
Niewątpliwymi zaletami kleju-uszczelniacza anaerobowego są łatwość użycia, uszczelnianie gwintów bez względu na siłę, łatwy montaż systemu ze względu na smarowność, zdolność wytrzymywania większego ciśnienia gazu lub cieczy, lepszy stosunek ceny do jakości, zachowanie postaci cieczy na otwartej przestrzeni powietrze.
Wady tej substancji obejmują niemożność stosowania w środowisku utleniającym i tlenowym oraz w niskich temperaturach ze względu na wydłużenie czasu polimeryzacji. Ta kompozycja może być stosowana wyłącznie na suchych nitkach i nie jest zalecana do montażu rur o średnicy większej niż M80.
Sprzęgła
Podczas naprawy instalacji gazowych i wodnych lub układania nowych pojawia się pytanie: jaki jest najlepszy sposób na połączenie pionów i uszczelnienie powstałych połączeń.
Jeśli mówimy o odłączanych połączeniach, najlepiej połączyć piony za pomocą złączek. Mogą być stosowane zarówno w formie kształtek, jak i adapterów, jeśli wymiary liniowe, w tym średnice gwintowanych połączeń rurowych, są inne.
- niezawodność;
- dostępność i szerokość asortymentu;
- szybkość, łatwość montażu i demontażu;
- niska cena.
W zależności od rodzaju pionów produkowane są podobne łączniki. Uszczelniacz dobiera się w ten sam sposób. Jeśli okucia metalowe są najczęściej uszczelniane pakułami z farbą olejną, to taśma FUM i uszczelniacz syntetyczny, w szczególności uszczelniacz anaerobowy, najlepiej nadają się do części z tworzyw sztucznych.
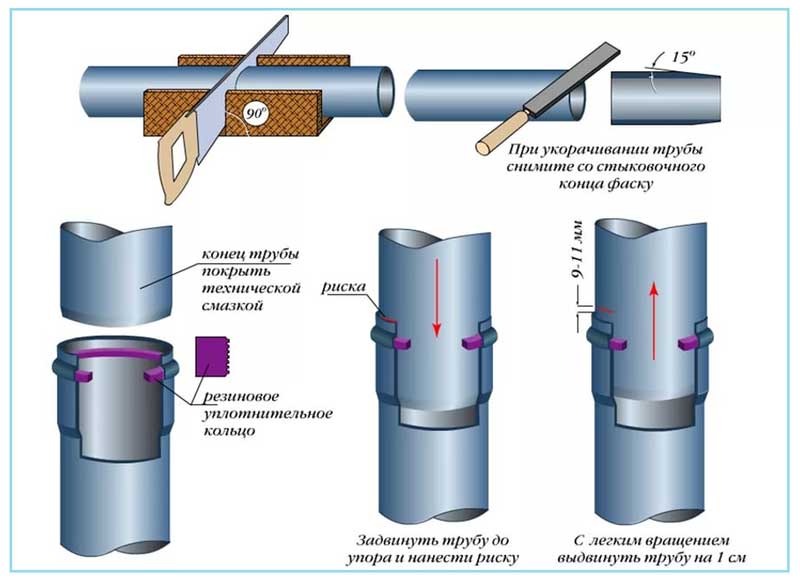
Rury dokujące z metalu i tworzywa sztucznego
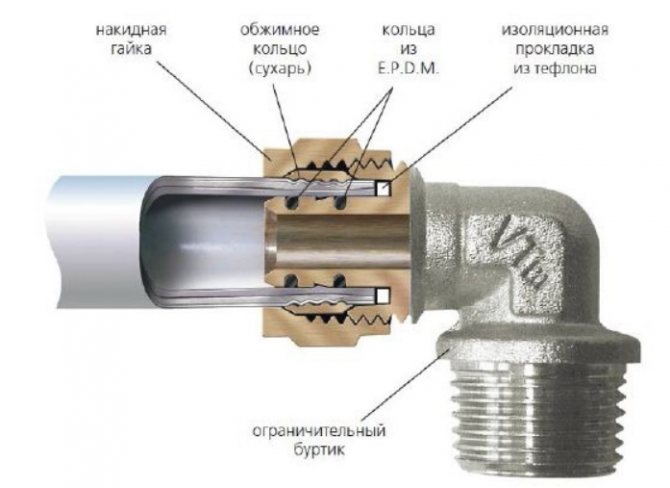
Popularność rur polimerowych w domowych sieciach zasilających często wymaga połączenia ich z istniejącymi rurami metalowymi. W tym celu używane są specjalne adaptery. Najczęstsze z nich to okucia zwane „amerykańskimi” lub „smoczkami”.







Adapter amerykański składa się z dwóch części. Na jednym końcu części metalowej stosuje się gwint zewnętrzny lub wewnętrzny, w zależności od rodzaju cięcia podłączanej rury. Na drugim końcu znajduje się gwint zewnętrzny. Druga część wykonana jest z tworzywa sztucznego, zakończona nakrętką łączącą z gwintem wewnętrznym. Obie części łączy się poprzez nakręcenie nakrętki na gwint elementu metalowego. Uszczelnienie złącza - poprzez uszczelkę uszczelniającą wewnątrz nakrętki złączkowej.
Amerykański adapter łączący metal i plastik
Pierwsza część adaptera jest wkręcana w metalową rurę, która ma zostać podłączona, a rura wylotowa jest przyspawana polimerem do rurociągu z tworzywa sztucznego.
Złączka nyplowa to polimerowa tuleja, wewnątrz której przylutowana jest gwintowana część metalowa. Zapewnia połączenie z rurą stalową, a sama tuleja jest przyspawana do rurociągu z tworzywa sztucznego.
Połączenie kołnierzowe rur gazowych
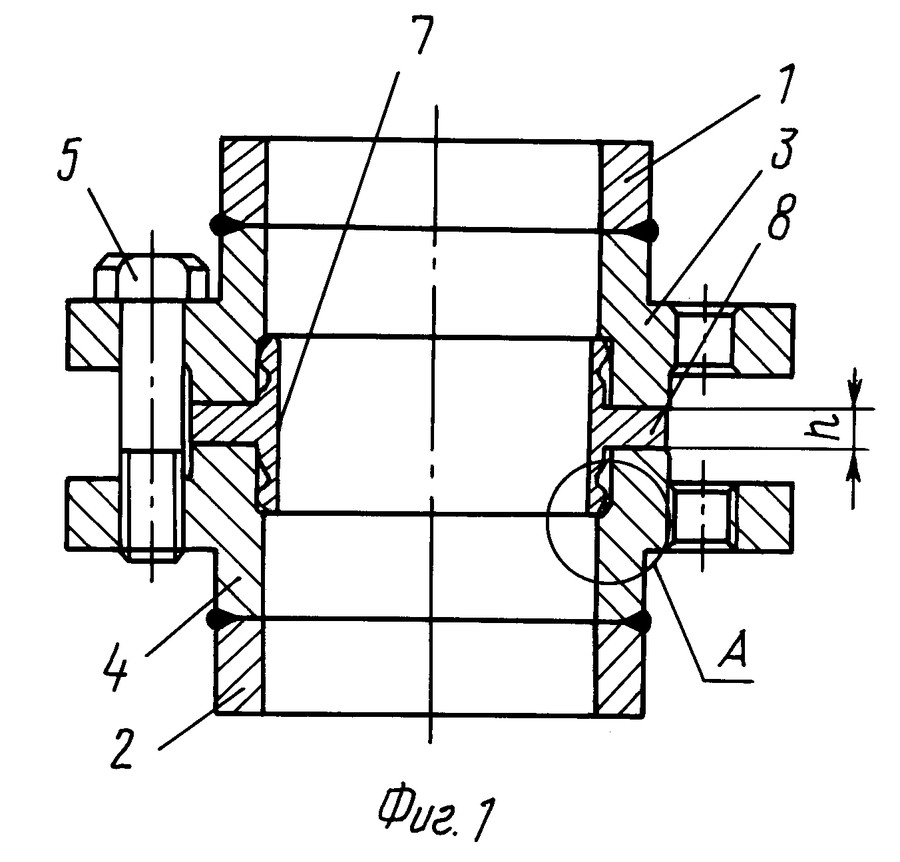
 Połączenie kołnierzowe jest najczęstszym rodzajem odłączanego połączenia rurowego.
Połączenie kołnierzowe jest najczęstszym rodzajem odłączanego połączenia rurowego.
Ze względu na prostotę konstrukcji, łatwość demontażu i montażu. Ale jednocześnie występuje wysoki koszt pracy i niska niezawodność połączenia w porównaniu ze spawanym.
A jeśli zmieni się ciśnienie transportowanego medium, może dojść do wycieku gazu.
Połączenie kołnierzowe składa się z:
- od 2 kołnierzy;
- elementy złączne - kołki, śruby, nakrętki;
- O-ring lub uszczelka.
Najczęściej używane uszczelki gumowe techniczne, tektura azbestowa lub paronit z blachy.
Witajcie drodzy czytelnicy. Pytanie, jak uszczelnić gwinty na rurze gazowej, jest dość istotne. W końcu jest to bardzo wrażliwy obszar. To tutaj pojawia się większość wycieków.
Pasta polerska GOI Archimedes Norma
Pasta polerska GOI Archimedes Norma to środek do polerowania metali, szkła i plastiku. Może być również używany do przygotowania powierzchni do polerowania. Pasta umożliwia zarówno ręczne, jak i mechaniczne stosowanie na wszystkich rodzajach farb. Pasta przeznaczona jest do usuwania: utlenionej warstwy wierzchniej; pigmentowane obszary farby; wady powłoki; rysy i rysy; uparte ślady owadów.
Tabela 1. Ścierny GOST 3647-80
| Grupy | Pokoje | Grupy | Pokoje |
| ziarno | Wielkość ziarna µm | ziarno | Przeznaczenie |
| Ziarno szlifierskie | Proszki szlifierskie | ||
| Szkło, korund lub mieszanka | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Proszki do mikromielenia | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Skład procentowy. | surowy | Średni | Cienki |
| Tlenek chromu | 81 | 76 | 74 |
| Żel krzemionkowy | 2 | 2 | 1,8 |
| kwas stearynowy | 10 | 10 | 10 |
| rozszczepiony tłuszcz | 5 | 10 | 10 |
| kwas oleinowy | — | — | 2 |
| soda oczyszczona | — | — | 0,21 |
| nafta oczyszczona | 2 | 2 | 2 |

Ryż. 3 . Proszki ścierne i pasta GOI.
Czym jest zdolność polerowania
Standardowy test zdolności polerowania przeprowadza się w następujący sposób - chaotyczne ruchy hartowanej blachy stalowej lub mosiężnej wykonuje się chaotycznie na żeliwnej płycie o wymiarach 400 na 450 mm. w sumie dając 40 metrów drogi przy określonym ciśnieniu. Szorstka pasta usuwa około 40 mikronów metalu. średnia, około 5 mikronów, cienka 0,25 mikrona.
Kolejność docierania
Zawory grzybkowe produkowane są w 3 rodzajach: z korpusem żeliwnym i korkiem mosiężnym, z korpusem mosiężnym i korkiem mosiężnym oraz w całości z żeliwa.
Kolejność docierania jest następująca:
- Jeśli zawór jest skręcony z rury, wówczas korpus jest zaciśnięty w cis z niewielką siłą, aby nie uszkodzić korpusu, o dużej średnicy stożka do góry:
- Średnia pasta GOI jest rozcieńczana naftą i równomiernie nakładana pędzlem na korpus korka;
- Pokrętło jest połączone ze specjalnym gwintowanym otworem w dolnej części stożka;
- Korek wkłada się do ciała i kilkakrotnie obraca z lekkim naciskiem;
- Dlaczego 5 - 6 ruchów wykonuje się ręką o około 180 °, jeśli na korku lub ciele nie ma poważnych rowków, to wystarczy;
- Usuń i sprawdź korek, jeśli pojawią się na nim czarne bruzdy pasty, należy wytrzeć części i powtórzyć próbę, aż czerń zniknie;
- Następnie ostrożnie wytrzyj korek i korpus do sucha. Na stożek nałożyć kilka podłużnych pasków kredowych, włożyć korek i przekręcić, następnie sprawdzić, czy nacięcia kredowe powinny być równomiernie rozłożone na całej powierzchni współpracujących części;
- Następnie współpracujące powierzchnie są ponownie dokładnie wycierane i po nałożeniu smaru uszczelniającego do zaworów gazowych montowane. Musisz dokręcić gwintowane otwory za pomocą holowania lub fum. taśma jest lepsza ze smarem uszczelniającym. Smar uszczelniający do kurków gazowych można kupić w specjalistycznym sklepie hydraulicznym lub zamówić w wielu zasobach internetowych.
Na koniec sprawdzone pod kątem wycieków wodą z mydłem, nadmuchiwanie bąbelków jest niedozwolone.
Aby bateria działała prawidłowo, konieczne jest, aby obrót korka w korpusie baterii odbywał się bez wysiłku, zapewniając niezawodne uszczelnienie. Do tych celów stosuje się specjalne masy uszczelniające i przeciwcierne.Smary uszczelniające mają twardsze stężenie i służą do uszczelniania współpracujących części. Smary zapobiegające tarciu są mniej lepkie i służą do oddzielania ruchomych części. Smary muszą zapewniać niezawodne działanie po podgrzaniu do 300C. Do masy uszczelniającej dodawane są substancje stałe, takie jak grafit lub wióry fluoroplastyczne. Smary przeciwcierne mogą być oparte na smarze lub silikonie.
Bielizna

Nici lniane to stara, ale sprawdzona metoda zagęszczania. Ponadto można go kupić w sklepach hydraulicznych.
Zanim kupisz, musisz wziąć pod uwagę kilka czynników:
- jaka jest grubość pasma;
- czy występuje nieprzyjemny zapach lub cząstki gruzu;
- Czy nić jest wystarczająco elastyczna?
Należy również pamiętać, że len nie nadaje się do wszystkich systemów rurowych. Woda i temperatura prowadzą do gnicia, a w systemie grzewczym w krótkim czasie spali się.








Nowoczesne pasty uszczelniające lepiej zapobiegają rdzewieniu złączek i rur gazowych.

Najczęściej używanym materiałem jest zwykle żelazo minium. Makaron „zrób to sam” jest tani i wesoły. Aby to zrobić, weź biały i wlej trochę suszącego oleju, mieszaj, aż uzyska konsystencję zbliżoną do śmietany.
Należy go nakładać cienką warstwą bezpośrednio na samą nitkę. Równomierne rozprowadzanie i suszenie materiału. Czerwony ołowiany najlepiej sprawdza się w przypadku rur stalowych.
Ze względu na to, że górna warstwa żelaza jest utleniana, nierozpuszczalne związki nie przepuszczają cząsteczek ozonu, zgodnie z zasadą magii.
Kup gotowe do użycia pasty hermetyczne w wyspecjalizowanych sklepach:
Gebatout 2 (pasta na bazie wypełniaczy mineralnych i polimerów syntetycznych). Pastum GAS (inhibitor korozji, wypełniacze).
Multipak (naturalny olej parafinowy z dodatkiem minerałów). Unipak (naturalne minerały, kwasy tłuszczowe). Brak powyższych środków nie stanowi żadnego problemu.
Proces pracy wygląda następująco: oddzielamy część lnu od całego motka, dwie zapałki na grubość. Nawijamy połączenie gwintowane, zaczynając od podstawy rury i kończąc.
Następnie powlekamy uformowaną strukturę pastą, jest to konieczne, aby połączenia mocno się ze sobą łączyły.
Którą uszczelkę lepiej wybrać do instalacji systemu grzewczego
Do tej pory głównymi kryteriami wyboru najlepszej technologii uszczelniania gwintów w połączeniach instalacji grzewczych są doświadczenie i materiały, z którymi należy pracować.
Tak więc podczas pracy z żeliwnymi grzejnikami i zaworami najlepszą dla nich opcją jest użycie lnianego pasma z pastą hydrauliczną lub silikonowym uszczelniaczem żaroodpornym.
W przypadku połączeń o małych średnicach do 25 mm od markowych złączek zaleca się stosowanie taśmy FUM lub kleju uszczelniającego.
Aby zainstalować krany lub podłączyć grzejniki stalowe, aluminiowe lub bimetalowe, możesz wykorzystać cały arsenał sposobów uszczelniania połączeń.
Jedynym punktem, na który należy zwrócić uwagę, jest to, że podczas instalowania rurociągów miedzianych należy dokładnie zapoznać się z instrukcjami dotyczącymi szczeliwa, aby wykluczyć niezgodność składu kleju i metalu nieżelaznego.
Przeznaczenie i różnorodność termouszczelniaczy
Należy zauważyć, że bez uszczelniacza trudno jest obejść się w wielu dziedzinach życia ludzkiego, od życia codziennego po sektor przemysłowy. W końcu co zrobimy, jeśli trzeba zlikwidować szczeliny np. między ścianą a ramami okiennymi? Zgadza się, idziemy do sklepu i kupujemy silikon. Ale czy prosty klej spełni wszystkie swoje funkcje pod wpływem bardzo wysokich temperatur? Odpowiedź na to pytanie jest jednoznaczna – nie. Oczywiście ich reżim temperaturowy jest dość duży, aw pojedynczych przypadkach może osiągnąć 200 ° C, ale często to nie wystarcza. I nie wszystkie substancje uszczelniające zachowują swoje właściwości nawet w tej temperaturze.







Tak więc uszczelniacz żaroodporny służy do izolowania połączeń na „gorących” przedmiotach. Należą do nich rurociągi CWU, piece martenowskie, kominy, kominki, silniki, w tym samochodowe, elementy turbin, sprężarki, pompy, a także jednostki pracujące na parze, w mediach chemicznych i gazowych. Takie uszczelniacze dzielą się na silikon i krzemian.
Pierwszym uszczelniaczem wysokotemperaturowym jest pasta o odcieniu czerwonym, brązowym i czerwonobrązowym. Jego głównym składnikiem jest guma silikonowa, a dzięki tlenkom żelaza uzyskuje się pożądaną odporność na ciepło. Takie uszczelniacze dzielą się na neutralne i kwaśne. Te ostatnie mają ograniczenia w zastosowaniu, ponieważ kwas uwalniany podczas krzepnięcia negatywnie wpływa na powierzchnie kamienne, betonowe i metalowe. Dlatego takie „agresywne” kompozycje nadają się do pracy z drewnem, szkłem, plastikiem i ceramiką. Neutralne nie mają żadnych ograniczeń, ponieważ w tym przypadku podczas wulkanizacji uwalniane są bezpieczne płyny zawierające alkohol i woda.
Oprócz składu szczeliwa silikonowe są również podzielone w zależności od zakresu zastosowania.
- Opcje żywnościowe nie zawierają toksyn i są całkowicie bezpieczne dla zdrowia ludzkiego.
- Sanitarny klej topliwy znalazł zastosowanie w medycynie.
- Żaroodporny uszczelniacz do silnika jest odporny na agresywne składniki, płyny przeciw zamarzaniu, oleje i inne chemikalia samochodowe, a także zwiększoną plastyczność. Ten topliwy materiał ma zwykle czerwony kolor.
- Dużą popularnością cieszą się również szczeliwa wysokotemperaturowe do pieców. Wykorzystywane są w przemyśle oraz w życiu codziennym do łączenia konstrukcji pieców.
- Kompozycje uniwersalne mogą leczyć prawie wszystkie powierzchnie i złącza w strefie wpływu ciepła.
Uszczelniacze silikatowe są bardziej odporne na ciepło i wytrzymują do 1500 ° C, dlatego są stosowane w konstrukcjach mających kontakt z otwartym ogniem. Oparte są na krzemianie sodu. Ze względu na kolor takie uszczelniacze nazywane są również czarnymi. Najbardziej wskazane jest stosowanie ich do obróbki pęknięć w kominkach, kominach, piecach, piecach w tym paleniskowych, kotłach grzewczych itp.
Główne właściwości techniczne taśmy uszczelniającej
Taśma FUM ma następujące cechy:
- Zmniejszony współczynnik tarcia. Uszczelka z fluoroplastu oprócz plastyczności jest śliska, co ułatwia montaż okuć.
- Stabilność termiczna, pozwalająca wytrzymać temperatury do 260 stopni bez zniszczenia i utraty właściwości uszczelniających. Ponadto fluoroplasty są bardzo wydajnymi dielektrykami.
- Wytrzymałość i plastyczność.Uszczelki wykonane z tego materiału pracują stabilnie przy ciśnieniach do 10 MPa i są w stanie wytrzymać krótkotrwałe obciążenia do 42 MPa, np. te, które występują podczas wstrząsów hydraulicznych w układach rurociągowych. Żywotność plomby wykonanej z taśmy FUM (fumka) określa się na 13 lat. Rozkłada się szybciej pod wpływem światła, ale tak nie jest w naszym przypadku, wystarczy wziąć ten czynnik pod uwagę przy organizacji przechowywania materiału.
- pasywność chemiczna. Nie podlega zniszczeniu pod wpływem kwasów i zasad, co determinuje równomierny rozkład atomów fluoru na powierzchni produktu. Nie wynaleziono jeszcze rozpuszczalników zdolnych do zniszczenia tego szczeliwa. Odporny na procesy gnicia.
Jak prawidłowo używać taśmy FUM do rur gazowych i hydraulicznych, rozważymy bardziej szczegółowo.
Zasady lutowania miedzi
Gdy trzeba lutować wyrób miedziany lub wyrób zawierający elementy miedziane, nie da się jednoznacznie odpowiedzieć, jak i jak najlepiej to zrobić. Wybór metody i narzędzi zależy od wielu czynników, takich jak wielkość i waga części, ich skład. Uwzględnia się również obciążenie, któremu muszą zostać poddane już zlutowane produkty. Metod lutowania jest kilka i lepiej znać je wszystkie, aby w razie potrzeby wybrać najbardziej odpowiednią.
Lutowanie dużych części
Schemat lutowania kapilarnego miedzi.
Jeśli potrzebujesz lutować masywne lub duże części, których nie można podgrzać do pożądanej temperatury za pomocą lutownicy, stosuje się palnik i lut miedziany. Topnikiem w tym przypadku jest boraks. Wytrzymałość lut miedziano-fosforowy wyższa niż standardowa puszka.
Na oczyszczoną mechanicznie rurę lub drut nakłada się cienką warstwę topnika.Następnie na rurę nakładana jest złączka, również czyszczona mechanicznie. Za pomocą palnika gazowego złącze jest podgrzewane, aż pokryta topnikiem miedź zmieni kolor. Topnik powinien stać się srebrzysty, po czym można dodać lut. Lut topi się natychmiast i wnika w szczelinę między rurą a kształtką. Kiedy krople lutowia zaczną pozostawać na powierzchni rur, lut jest usuwany.
Nie przegrzewaj rur, ponieważ nie przyczynia się to do pojawienia się większego efektu kapilarnego. Wręcz przeciwnie, miedź rozgrzana do czerni jest mniej lutowalna. Jeśli metal zacznie czernieć, ogrzewanie należy zatrzymać.
Druty lutownicze lub drut
Lut cynkowo-chlorkowy nie powinien być używany do lutowania cienkich drutów miedzianych, ponieważ spowoduje to zniszczenie miedzi. Jeśli nie jest dostępny topnik, w takim przypadku można rozpuścić tabletkę aspiryny w 10-20 ml wody.
Schemat spawania miedzi w środowisku gazu obojętnego.
Drut miedziany lub części wykonane z drutu o różnych przekrojach można łatwo podgrzać do pożądanej temperatury za pomocą lutownicy. Reżim temperaturowy powinien być taki, w którym topi się lut, cyna lub ołów-cyna, a także wykonuje się lutowanie. Topniki muszą zawierać kalafonię lub być wykonane z kalafonii, można użyć oleju lutowniczego lub nawet samej kalafonii.
Powierzchnia drutu jest czyszczona z brudu i warstwy tlenku, po czym części są cynowane. Proces ten polega na nałożeniu cienkiej warstwy topnika lub kalafonii na podgrzaną miedź, a następnie lutowi, który jest możliwie równomiernie rozprowadzany po powierzchni za pomocą lutownicy.Części, które mają być połączone, są łączone i ponownie podgrzewane za pomocą lutownicy, aż już zakrzepłe lutowie zacznie ponownie się topić. Kiedy tak się dzieje, lutownica jest usuwana, a złącze stygnie.
Części można zacisnąć w imadle tak, aby odległość między nimi wynosiła 1-2 mm. Topnik jest nakładany na części i podgrzewany. Do szczeliny między gorącymi częściami wprowadza się lut, który topi się i wypełnia szczelinę. Temperatura topnienia lutu do lutowania w ten sposób musi być niższa niż temperatura topnienia miedzi, aby części nie odkształcały się. Część schładza się, następnie myje się wodą i w razie potrzeby wykańcza papierem ściernym do uzyskania gładkości i jednolitości.
Naczynia lutownicze lub otwory lutownicze w miedzi
Podczas lutowania naczyń używa się czystej cyny, której temperatura topnienia jest wyższa niż lutu zawierającego cynę lub ołów. Czasami do lutowania dużych części stosuje się lutownice młotkowe, rozgrzewane na otwartym ogniu palnikiem gazowym lub palnikiem. W przyszłości wszystko dzieje się według standardowego schematu: czyszczenie, topienie i cynowanie, łączenie części i ogrzewanie lutownicą. To właśnie dla tej lutownicy wygodny jest czysty lut cynowy.
Od wewnątrz kształtka z reguły posiada obrzeże, które uniemożliwia jej przeciągnięcie przez rurę. Można go usunąć grubym pilnikiem, jeśli złączkę trzeba nasunąć na rurę dalej niż jest to zamierzone i w ten sposób należy zalutować niepotrzebny otwór.
Metody sprawdzania szczelności połączeń
Szczelność gazociągu sprawdzana jest odcinkowo.W przypadku apartamentowców wybierany jest segment od miejsca wtrysku paliwa do budynku do kranów do sprzętu AGD.
Na końcach sekcji umieszczane są zaślepki. Ciśnienie w rurach przekracza wartości standardowe o 25%. Spadek ciśnienia jest powodem sprawdzenia połączeń.
Integralność złączy, odgałęzień i punktów połączeniowych urządzeń sprawdzana jest na dwa sposoby:
- Ze wskaźnikiem wycieku gazu.
- Nakładając roztwór mydła, emulsję.
W pierwszym przypadku o niebezpieczeństwie powiadomi Cię sygnał cyfrowy, dźwiękowy lub kolorowy urządzenia. W drugim musisz monitorować wygląd bąbelków. Ich obecność wskazuje na naruszenie integralności połączenia.





Cechy instalacji złączek gwintowanych
Dzięki różnego rodzaju złączkom gwintowanym rurociąg jest w stanie wykonać najbardziej skomplikowane zakręty i zakręty.

Najpopularniejszym sposobem łączenia konstrukcji metal / tworzywo sztuczne jest okucie „amerykańskie” Taki element, który na końcach posiada złączkę i gwint, pozwala na łatwe i szybkie dokowanie różnych części
Najpopularniejszym urządzeniem do łączenia elementów polimerowych i metalowych jest złączka amerykańska, która jest dostępna w różnych rozmiarach. Wygodne urządzenie z plastikową tuleją i metalowym gwintem jest niezwykle łatwe w montażu, co pozwala w krótkim czasie stworzyć niezawodne szczelne połączenie.
Instrukcja instalacji krok po kroku
Aby połączyć metalową rurę z polipropylenową lub inną plastikową rurą, musisz:
Za pomocą specjalnej lutownicy przyspawać tuleję złączki do końca rurki polimerowej, a następnie poczekać na ostygnięcie złącza.
Przełóż metalową część na drugi koniec „amerykańskiej” a następnie dokręć nić. W celu uszczelnienia złącza warto dodatkowo owinąć je wzdłuż nici jedną lub dwiema warstwami taśmy FUM, pakuły lub włókna lnianego (można dodatkowo pokryć silikonem).
Złączkę należy zawsze dokręcać ręcznie: użycie narzędzi jest niepożądane, a nawet niebezpieczne.
Specjalne wyposażenie nie pozwala w pełni kontrolować przyłożonych sił, co może prowadzić do uszkodzenia części.
Po zakończeniu pracy ważne jest sprawdzenie wytrzymałości powstałego mocowania. Aby to zrobić, po prostu odkręć wodę i upewnij się, że nie ma wycieków.
Jeśli wilgoć nadal przenika przez złącze, możesz spróbować nieco mocniej dokręcić śrubę. Przy dalszym przepływie wody konieczne jest ponowne rozwinięcie nici i ponowne wykonanie wszystkich manipulacji.
Kształt gotowego połączenia można zmienić poprzez zmiękczenie części z tworzywa za pomocą suszarki budowlanej, a następnie wykonanie zagięcia niezbędnego do projektu.
Metalowe połączenie rurowe bez gwintu
Zdarzają się sytuacje, w których plastikowa rura musi być połączona z metalowym odpowiednikiem, który nie ma gwintu.

Gwint na rurę można nałożyć za pomocą specjalnego narzędzia - nawlekacza. W wyspecjalizowanych sklepach można znaleźć zarówno modele mechaniczne, jak i elektryczne takiego urządzenia.
Podobny problem można rozwiązać za pomocą specjalnego narzędzia zwanego „gwintownicą” lub „obcinaczem do gwintów”, za pomocą którego można nałożyć rowki na część wykonaną ze stali lub żeliwa.
Istnieją dwie opcje dopasowania:
- Elektryczny, który zawiera kilka przecinaków przeznaczonych do rur o różnych średnicach.Takie modele są wygodne i łatwe w użyciu, ale mają wysoki koszt.
- Ręczny nawlekacz jest znacznie tańszy, ale praca z nim wymaga większej siły fizycznej i pewnych umiejętności.
Więcej o tym, jak wycinać gwinty na rurach, przeczytasz w naszym artykule.
Korzystając z obcinaczy nici, należy przestrzegać kilku prostych zasad:
Nie można używać narzędzia, jeśli rura znajduje się w niewielkiej odległości od ściany.
Elektryczna gwintownica szybko się nagrzewa, więc podczas obróbki wielu elementów będziesz musiał od czasu do czasu odpoczywać.
Podczas pracy z dżigiem ręcznym ważne jest, aby wykonywać naprzemienne ruchy, wykonując pół obrotu do przodu i ćwierć obrotu do tyłu, aż przytniesz nić do żądanej długości.
W przypadku gwintowania rury konieczne jest dokładne oczyszczenie rury, w razie potrzeby usunięcie istniejącej farby i zeszlifowanie przepływów metalu. Następnie wyrzeźbić za pomocą elektrycznego lub rzeźbionego narzędzia.
Wycięte rowki są dobrze oczyszczone i nasmarowane stałym olejem, olejem lub innym środkiem smarnym, a następnie wykorzystane do połączenia ze złączką.
Uszczelnienie lnianą nicią
Ta metoda jest najstarsza. W ten sposób uszczelniono złącza rurowe w sowieckich mieszkaniach. Jeśli w sklepie nie ma innych uszczelniaczy, z pewnością znajdzie się len i pasta hydrauliczna. Ale ta pieczęć ma wiele istotnych wad:
- Zgodnie z przepisami len stosuje się w połączeniu z olejem suszącym i czerwonym ołowiem. Ołów zapobiega korozji złącza, a wysychający olej wypełnia pory lnu jak polimer.Ale znalezienie wysokiej jakości składników jest dość trudne, dlatego czerwony ołów jest często zastępowany żelazem, które tylko przyspiesza utlenianie składników metalowych. Niektórzy rzemieślnicy wychodzą z sytuacji, stosując uszczelniacze samochodowe na bazie silikonu.
- Złożoność układania nici lnianej na nitce. To, co jest tak łatwe dla doświadczonych hydraulików, może przysporzyć wiele trudności niespecjalistom. Jest mało prawdopodobne, że za pierwszym razem będzie możliwe prawidłowe nawinięcie lnu na połączenie, a każdy błąd w wykonaniu tej operacji doprowadzi do tego, że uszczelka nie potrwa długo.
- Len nie znosi zbyt dobrze zmieniających się warunków pracy. Dlatego w systemach grzewczych jego pasma zapadają się znacznie szybciej. Ponadto ten rodzaj uszczelnienia nie reaguje dobrze na agresywne środowiska.
- Wysoka higroskopijność materiału prowadzi do jego pęcznienia, przez co niewystarczająco mocne spoiny mogą po prostu pęknąć. Na przykład nie zaleca się używania lnu do uszczelniania grzejników aluminiowych.
Kwestia pakowania
Opakowania przyłączy gazowych to środek obronny przed wyciekami. Do procesu potrzebne są: len i pasta do zatapiania połączeń gwintowanych.
- Z użytego płótna wyrywa się małe pasmo.


- Jeśli na nitce nie ma nacięć, należy je wykonać. Używane jest specjalne narzędzie.

Dzięki nacięciom pościel nie odkleja się podczas wkręcania nici.
- Nawijanie rozpoczyna się od końca wątku. Kontynuuje do końca. Len powinien trochę zakrywać górną część nici.


Ta objętość wystarcza do utrwalenia lnu w złączu.

Okazuje się, że jest to zgrabne połączenie.

- Len jest zawinięty w pastę.


- Gotowe połączenie jest skręcane.

- Wzajemny element Amerykanina jest nawleczony (tu używa się klucza) i owinięty w aparat grzejny (grzejnik).


- Wynik.




