
- Jaka maszyna nadaje się do spawania rur?
- HAMER MULTIARC-250 Evolution
- Niezbędny sprzęt i narzędzia
- 4 Ramy prawne dotyczące zgrzewania doczołowego
- Producenci ręcznych zgrzewarek elektrooporowych
- Jaki sprzęt istnieje?
- Zgrzewarka mechaniczna
- Zgrzewarka ręczna (żelazko)
- Osobliwości
- Rodzaje
- Kryteria wyboru narzędzia spawalniczego
- 5 ELITECH SPT 800
- Producenci zgrzewarek do rur polipropylenowych, krótki przegląd modeli.
- Metoda zgrzewania doczołowego
- Rodzaje aparatury
- podręcznik
- Mechaniczny
- hydrauliczny
- Sprzęt elektrooporowy
- Jak wybrać odpowiednie urządzenie?
- Aparat ręczny
- Mechaniczny
- Wnioski i przydatne wideo na ten temat
Jaka maszyna nadaje się do spawania rur?
Podsumowując, oto lista wymagań dotyczących sprzętu do spawania rur:
- Tryby spawania: MIG/MAG; MMA TIG
- Prąd spawania: w zakresie od 20 do 250 A (MMA); 20 do 250 A (MIG); 20 do 200 (TIG);
- Średnica drutu: 0,6 do 1,2 mm;
- Średnica elektrody: do 1,5 do 5 mm;
- Napięcie: 220V/380V;
- Wydajność: 70-90%;
- Waga: 15-20 kg.
Wymagania te w pełni spełnia spawarka HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Prąd spawania 20-250 A (MMA); 15-60 A (cięcie); 20-200 A (TIG);
- Rodzaj spawania MMA/CUT/TIG;
- Napięcie 220 V/ 50 Hz;
- Czas obciążenia dla trybu MMA 250 A / 35%; 118,5 A/100%;
- Czas obciążenia dla trybu CUT 60 A/35%; 29,6A/100%;
- Czas obciążenia dla trybu TIG 200 A/35%; 118,5 A/100%;
- Wydajność 85%;
- Waga 15 kg;
- Nadaje się do pracy przy niestabilnym napięciu sieciowym (garaże, gospodarstwa rolne, wieś itp.)
HAMER MULTIARC-250 Evolution to wielofunkcyjna spawarka pracująca w trybach MMA, TIG, CUT. Połączenie kilku trybów znacznie poszerza listę procesów spawalniczych, umożliwiając pracę z różnymi rodzajami metali. To sprawia, że HAMER MULTIARC-250 Evolution jest niezastąpionym pomocnikiem w produkcji, w szczególności przy naprawach spawalniczych, przygotowaniu do montażu i montażu rur.
Zdobądź 90 rubli w prezencie!

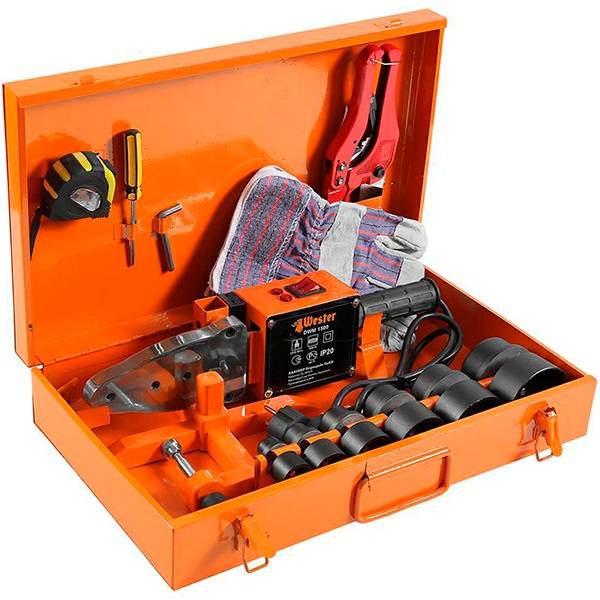
Niezbędny sprzęt i narzędzia
Do spawania rur z tworzyw sztucznych wygodnie jest używać lutownicy w kształcie miecza ze zdejmowanymi dyszami. Elementem grzejnym do spawania rur jest płaska platforma zwana żelazkiem, posiada otwory do mocowania dysz grzewczych.
Zgrzewarka do zgrzewania rur z tworzyw sztucznych musi mieć regulator temperatury, lampkę kontrolną ogrzewania. Oprócz sprzętu spawalniczego potrzebne są narzędzia do wycinania wykrojów i usuwania warstwy folii. Wytnij plastikowe produkty rolowane w dowolny dogodny sposób:
- przecinak do rur, podobny do przecinaków do drutu;
- nożyczki do metalu;
- piła do metalu z wąskim ostrzem.
Pilniki drobno nacięte lub papier ścierny służą do czyszczenia nacięć, usuwania zwisów. Aby wyciąć elementy rurociągu przed spawaniem, należy przygotować linijkę, kwadrat, flamaster lub marker.
4 Ramy prawne dotyczące zgrzewania doczołowego
Jak widać, do niedawna w Rosji istniało znaczne zamieszanie z technologią zgrzewania doczołowego, ponieważ kilka aktualnych dokumentów regulacyjnych podało własną interpretację i dlatego większość spawaczy wolała zaufać smukłej niemieckiej technologii DVS. A wymagania dotyczące sprzętu do zgrzewania doczołowego w Rosji nie zostały w ogóle określone przez żadną normę.
Od początku 2013 roku w Federacji Rosyjskiej jednocześnie weszły w życie dwa dokumenty regulacyjne:
- GOST R 55276 - dla technologii zgrzewania doczołowego rur PE podczas instalacji wodociągów i gazociągów, w oparciu o tłumaczenie międzynarodowej normy ISO 21307;
- GOST R ISO 12176-1 - dla sprzętu do zgrzewania doczołowego, w oparciu o tłumaczenie międzynarodowej normy ISO 12176-1.
Przyjęcie GOST na sprzęt z pewnością było przydatne. Niestety nie oznacza to, że importowany sprzęt o najniższej jakości został natychmiast wyeliminowany. W każdym razie kilku rosyjskich producentów sprzętu jest teraz zmuszonych do pracy nad jakością, a konsument otrzymał wskazówkę dotyczącą oceny jakości zakupionego sprzętu.
GOST na technologii zgrzewania doczołowego przyniósł względny porządek. W każdym razie doprowadziło to do ujednolicenia technologii zgrzewania doczołowego rur PE na terenie Federacji Rosyjskiej. Ale problemy pozostały.
WAŻNY! GOST R 55276, wraz z tradycyjnym trybem zgrzewania niskociśnieniowego (podobnym do DVS 2207-1 i starych rosyjskich norm), zalegalizował tryb zgrzewania wysokociśnieniowego rur polietylenowych, który był wcześniej stosowany tylko w USA. Ten tryb nakłada zwiększone wymagania na sprzęt, ale może znacznie skrócić czas cyklu zgrzewania.
WAŻNY! GOST R 55276 prawie nie nadaje się do bezpośredniego stosowania na placu budowy, ponieważ koncentruje się nie na spawaczu, ale na twórcy schematu technologicznego do spawania rur z polietylenu. WAŻNY! GOST R 55276 nie rozwiązał problemu ograniczeń, na które cierpiały stare rosyjskie normy i do dziś cierpią wszystkie zagraniczne normy
Po pierwsze, dopuszczalny zakres temperatur powietrza wynosi od +5 do +45°C, podczas gdy ogromna część terytorium Federacji Rosyjskiej zmuszona jest rozpocząć spawanie, gdy zamarzną bagna. Po drugie, maksymalna grubość ścianek rur wynosi 70 mm, podczas gdy grubość ścianek faktycznie produkowanych rur już dawno przekroczyła 90 mm. I po trzecie, materiał rury to tylko tradycyjny niskociśnieniowy polietylen (HDPE) o wskaźniku płynięcia co najmniej 0,2 g/10 min (przy 190/5), podczas gdy do produkcji od dawna stosuje się niepłynące gatunki polietylenu rur o dużej średnicy średnie ciśnienie o MFI poniżej 0,1 g/10 min (przy 190/5). W przypadku warunków wykraczających poza sprawdzone granice temperatury powietrza i grubości ścian, niektórzy producenci obliczyli technologię spawania rur polietylenowych poprzez ekstrapolację aktualnych przepisów, ale ta teoretyczna technologia nie została jeszcze zweryfikowana w testach długoterminowych. W przypadku niepłynących gatunków polietylenu nie ma technologii spawania rur, nawet teoretycznie. W rezultacie około 80% wszystkich prac spawalniczych odbywa się w Rosji w warunkach wykraczających poza ograniczenia sprawdzonej technologii!
WAŻNY! GOST R 55276 nie rozwiązał problemu ograniczeń, na które cierpiały stare rosyjskie normy i do dziś cierpią wszystkie zagraniczne normy. Po pierwsze, dopuszczalny zakres temperatury powietrza wynosi od +5 do +45 ° С, podczas gdy ogromna część terytorium Federacji Rosyjskiej jest zmuszona do rozpoczęcia spawania, gdy zamarzną bagna
Po drugie, maksymalna grubość ścianek rur wynosi 70 mm, podczas gdy grubość ścianek faktycznie produkowanych rur już dawno przekroczyła 90 mm. I po trzecie, materiał rury to tylko tradycyjny niskociśnieniowy polietylen (HDPE) o wskaźniku płynięcia co najmniej 0,2 g/10 min (przy 190/5), podczas gdy do produkcji od dawna stosuje się niepłynące gatunki polietylenu rur o dużej średnicy średnie ciśnienie o MFI poniżej 0,1 g/10 min (przy 190/5). W przypadku warunków wykraczających poza sprawdzone granice temperatury powietrza i grubości ścian, niektórzy producenci obliczyli technologię spawania rur polietylenowych poprzez ekstrapolację aktualnych przepisów, ale ta teoretyczna technologia nie została jeszcze zweryfikowana w testach długoterminowych. W przypadku niepłynących gatunków polietylenu nie ma technologii spawania rur, nawet teoretycznie. W rezultacie około 80% wszystkich prac spawalniczych odbywa się w Rosji w warunkach wykraczających poza ograniczenia sprawdzonej technologii!









Poprzedni
2
Tor.
Producenci ręcznych zgrzewarek elektrooporowych
na rynku spawalniczym maszyny do lutowania Rury HDPE to najbardziej poszukiwane produkty następujących producentów:
- Rothenbergera. Firma ta została założona w Niemczech w 1949 roku. Na przestrzeni ostatnich lat firmie udało się osiągnąć bardzo duży sukces, stając się jednym z wiodących producentów spawarek. Produkty wytwarzane pod marką Rothenberger wyróżniają się najwyższą możliwą jakością i najwyższym stopniem niezawodności.
- Ritmo. Włoska firma Ritmo powstała w 1979 roku. Dziś należy do kategorii wiodących firm zajmujących się przetwórstwem polimerów i produktów polimerowych. W swojej działalności Ritmo stale kieruje się najnowocześniejszymi i surowymi standardami.Działalność firmy stoi na bardzo wysokim poziomie, to samo można powiedzieć o produktach – produkty Ritmo wyróżnia różnorodność, uniwersalność oraz najwyższa jakość.
- DYTRON. Na tle starszych analogów produkty czeskiej firmy DYTRON, założonej w 1992 roku, nie wydają się być niedostatecznej jakości - z tym wszystko jest w porządku. Asortyment produktów jest niezwykle szeroki – firma produkuje zarówno ręczne, jak i automatyczne urządzenia umożliwiające łączenie rur HDPE. Ponadto gama modeli jest stale poszerzana i uzupełniana, dzięki czemu znalezienie dobrego sprzętu na stoiskach tej marki nie będzie stanowiło problemu. Warto również zwrócić uwagę na zgodność wydanych urządzeń z najnowocześniejszymi wymaganiami.
Wniosek
Przy wyborze urządzenia do lutowania rur HDPE należy uwzględnić wymagania wynikające z konkretnej sytuacji. Właściwy dobór sprzętu pozwoli na stworzenie niezawodnego i szczelnego połączenia, które wytrzyma tak długo, jak solidne rury.
Jaki sprzęt istnieje?
Zgodnie ze swoją konstrukcją zgrzewarka jest urządzeniem, w którym nagrzewane są odcinki rur, dzięki czemu możliwe jest uzyskanie trwałego połączenia. Nie trzeba tłumaczyć, że sprzęt do zgrzewania rur z tworzyw sztucznych będzie miał inną konstrukcję niż maszyna do zgrzewania rur metalowych.
Do tej pory, w dniu Na rynku dostępne są dwa rodzaje urządzeń do zgrzewania rur polipropylenowych:
- urządzenia mechaniczne do spawania;
- spawarka ręczna.
Warto pomyśleć o zastosowaniu pierwszego w przypadkach, gdy konieczne jest połączenie połączeń, wkładając w to dużo wysiłku, lub powstało zadanie instalowania rur o dość dużej średnicy.
Ręczna zgrzewarka do rur z tworzyw sztucznych będzie najlepszym wyborem, gdy planowany jest samodzielny montaż rurociągu i planowane jest użycie do pracy rur różniących się średnicą.
Zgrzewarka mechaniczna
 Konstrukcyjnie urządzenie mechaniczne do zgrzewania rur z polipropylenu wykonane jest w postaci ramy nośnej, na której znajduje się zespół oprzyrządowania i zespół hydrauliczny. Po lewej i prawej stronie znajdują się uchwyty, z których każdy ma parę półpierścieni. Chwyty są oddzielone wkładkami, aby pomóc zrównoważyć nacisk i środek. Pod względem średnicy wewnętrznej nie różnią się od rur, z którymi mają pracować.
Konstrukcyjnie urządzenie mechaniczne do zgrzewania rur z polipropylenu wykonane jest w postaci ramy nośnej, na której znajduje się zespół oprzyrządowania i zespół hydrauliczny. Po lewej i prawej stronie znajdują się uchwyty, z których każdy ma parę półpierścieni. Chwyty są oddzielone wkładkami, aby pomóc zrównoważyć nacisk i środek. Pod względem średnicy wewnętrznej nie różnią się od rur, z którymi mają pracować.
W konstrukcji urządzenia znajduje się trymer elektryczny, którego głównym celem jest wyrównanie końców rur. To urządzenie to obrotowy dysk wyposażony w dwustronne noże, który posiada również mechanizm blokujący, który zapewnia bezpieczną pracę. Głównym pracującym elementem grzejnym jest stalowy dysk z powłoką zapobiegającą przywieraniu, zawierający wewnątrz elementy grzejne. Konstrukcja wielu modeli takich urządzeń często zawiera regulatory temperatury i czujniki kontroli temperatury.
Zgrzewarka ręczna (żelazko)
Biorąc pod uwagę, że zwykły konsument prawdopodobnie nie będzie miał zadania instalowania długich sieci, nie powinien kupować nieporęcznego urządzenia spawalniczego.
Większość konsumentów zwykle używa urządzenia, takiego jak żelazko spawalnicze, do montażu rur.Jeśli oceniamy go po jego konstrukcji i działaniu, to pod tym względem niewiele różni się od tradycyjnego sprzętu gospodarstwa domowego. Z jego cech można wyróżnić tylko inny projekt.
Głównymi elementami jego konstrukcji są płyta grzewcza, termostat oraz ergonomiczny uchwyt. Jeśli przyjrzeć się bliżej, można znaleźć w płycie grzewczej dwa otwory, które są niezbędne do zamocowania sparowanych elementów spawalniczych różniących się średnicą. Wyróżnia je przede wszystkim obecność powłoki teflonowej, dzięki której tworzywo nie przykleja się do gorącej powierzchni.
Osobliwości
Wybierając maszynę do spawania rur z PE, musisz jasno zrozumieć, jaka praca zostanie z nią wykonana. Cechy pożądanego sprzętu będą w dużej mierze zależeć od metody spawania, której planujesz najczęściej używać.
Istnieją cztery główne metody lutowania produktów z polietylenu.
- Zgrzewanie doczołowe – ta metoda jest najbardziej powszechna i polega na łączeniu końcówek podgrzewanych rur ze sobą lub z kształtkami za pomocą specjalnego lustra spawalniczego. Łączenie doczołowe pozwala uzyskać dość wysokiej jakości połączenie w przystępnej cenie sprzętu, ale metoda ta nie nadaje się do łączenia produktów o grubości ścianki mniejszej niż 4,5 mm. Stosowanie zgrzewania doczołowego wymaga dokładnego oczyszczenia łączonych powierzchni, maksymalnej precyzji w przycinaniu produktów oraz odpowiedniego docisku rur podczas ich łączenia.
- Dokowanie rur do kielicha (lub metody łączenia) jest niezawodną, ale mniej powszechną i droższą metodą polegającą na łączeniu produktów za pomocą specjalnego złącza.Istnieją również opcje bezpośredniego łączenia dwóch rur o różnych średnicach. Ta metoda nie jest stosowana do układania rurociągów znajdujących się na zewnątrz.
- Zgrzewanie elektrooporowe (lub termistorowe) rur - ta metoda jest podobna do łączenia w kielich, jednak zastosowane w nim złącze zawiera metalowy element grzejny, który przyczynia się do bardziej równomiernego nagrzewania łączonych produktów i złącza elektrycznego. Każde sprzęgło elektryczne posiada specjalny kod kreskowy, który koduje parametry prądu elektrycznego niezbędne dla tego sprzęgła, dlatego urządzenia tego typu często wyposażone są w skaner kodów kreskowych. Metoda termistorowa jest jeszcze bardziej niezawodna (i droższa) niż metoda sprzęgająca, dlatego jest stosowana głównie w przypadkach, gdy konieczne jest zapewnienie bardzo stabilnego połączenia (na przykład podczas układania rurociągów w obszarach częstych trzęsień ziemi). Ta metoda służy do łączenia rur o średnicy 20 mm lub większej o dowolnej grubości ścianki, a wymagania dotyczące dokładności trzymania w niej parametrów technologicznych są znacznie niższe niż przy lutowaniu doczołowym.
- Spawanie ekstruzyjne to metoda zbliżona do spawania elektrycznego, w której podgrzany polietylen jest podawany przez specjalną wytłaczarkę do obszaru spawania, tworząc połączenie między rurami. Wytrzymałość powstałego połączenia zwykle nie przekracza 80% wytrzymałości polietylenu, dlatego metoda wytłaczania jest zwykle stosowana głównie do łączenia rur z innymi produktami z tworzyw sztucznych oraz instalowania rur o średnicy 630 mm lub większej w miejscach, które są mało prawdopodobne być poddawane dużym obciążeniom.


Rodzaje
Wszystkie urządzenia do zgrzewania polietylenu składają się z czterech głównych modułów - generatora (zazwyczaj działającego na zasadzie falownika z transformatorem lub zasilaczem impulsowym), modułu sterowania mocą, modułu kontroli temperatury oraz zespołu technologicznego, w którym sam proces łączenia ma miejsce. Każda z czterech omówionych powyżej metod spawania jest wykonywana przy użyciu odpowiedniego narzędzia.











Istniejące maszyny dla każdego z 4 sposobów można dalej podzielić na 3 kategorie w zależności od stopnia automatyzacji.

Urządzenia półautomatyczne dzielą się ze względu na rodzaj zastosowanego napędu na mechaniczny i hydrauliczny. W urządzeniach z napędem mechanicznym siła potrzebna do centrowania i trzymania rur podczas procesu zgrzewania wytwarzana jest przy pomocy operatora, dlatego stosuje się je tylko podczas pracy z rurami o średnicy mniejszej niż 160 mm. Napęd hydrauliczny nie wymaga przykładania siły od operatora i służy do zgrzewania produktów o dowolnej średnicy, także tych większych niż 160 mm.


Kolejną ważną cechą zgrzewarki jest średnica rur, które może łączyć, ponieważ standardowe rozmiary rur PE mieszczą się w zakresie od 16 do 1600 mm. Na przykład do instalacji wodno-kanalizacyjnych w mieszkaniach zwykle stosuje się rury o średnicy od 20 do 32 mm, ale do instalacji głównych rurociągów może być już potrzebne urządzenie zdolne do lutowania rur o średnicy 90/315 mm lub większej.
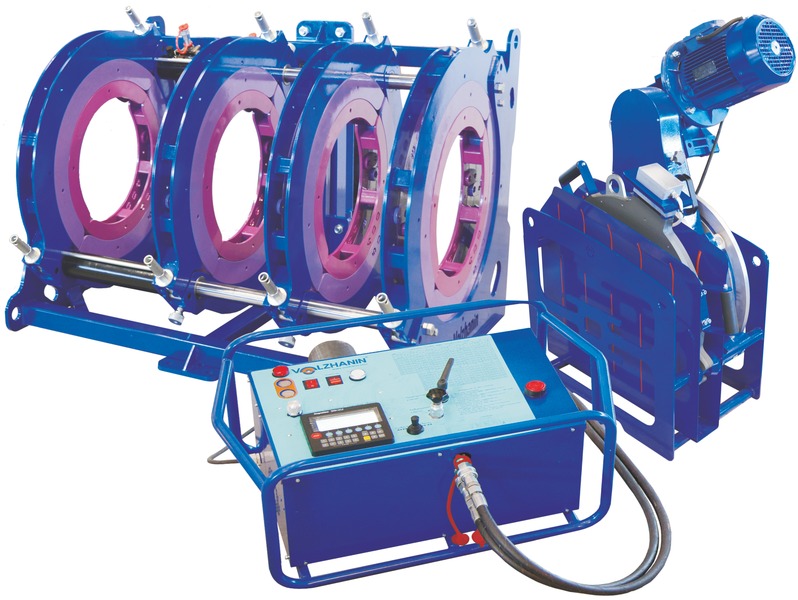
Obecnie najpopularniejsze urządzenia to Georg Fischer (Szwajcaria), Rothenberger (Niemcy), Advance Welding (Wielka Brytania), Eurostandard, Technodue i Ritmo (Włochy), Dytron (Czechy), KamiTech i Nowatech (Polska).Istnieją również rosyjscy producenci urządzeń do zgrzewania polietylenu, na przykład fabryka Volzhanin, która produkuje urządzenia do lutowania doczołowego o średnicy od 40 do 1600 mm oraz urządzenia elektrooporowe zdolne do łączenia rur o średnicy do 1200 mm.
Kryteria wyboru narzędzia spawalniczego
Decydując się na kwestię preferowanej klasy sprzętu spawalniczego należy przede wszystkim zwrócić uwagę na zakres planowanych prac. Tutaj duże znaczenie mają następujące parametry:
- Zakres średnic rur do pracy.
- Pobór energii.
- Cena urządzenia.
Warto zauważyć, że istnieje wyraźna zależność między tymi parametrami. Tak więc wraz ze wzrostem zewnętrznej średnicy rury należy wziąć pod uwagę modele o większej mocy. Ogólnie przyjmuje się, że wskaźnik mocy, którego jednostką jest wat, powinien być 10-krotnością średnicy obliczonej w milimetrach. Innymi słowy, jeśli ma spawać rury o średnicy zewnętrznej 30 mm, możesz ograniczyć się do modelu o mocy 300 watów. Warto zauważyć, że podane liczby nie są ostateczne i dokładne, dlatego dopuszczalne są tutaj błędy w granicach 30%.
Dlatego jeśli model sprzętu spawalniczego ma duży pobór mocy, pozwala to właścicielowi spawać rury o większej średnicy. Jednak nabycie takiego sprzętu będzie wymagało wysokich kosztów.
5 ELITECH SPT 800

Bogate wyposażenie Kraj: Rosja (produkcja w Chinach) Średnia cena: 1638 rubli. Ocena (2019): 4,5









Ta budżetowa lutownica do rur polipropylenowych jest widoczna nie tylko w rękach początkujących instalatorów, ale także profesjonalistów.Model może pracować z 6 rozmiarami rur, od 20 do 63 mm. Eksperci zwracają uwagę na wysokiej jakości dysze pokryte teflonem. Dzięki mocy grzałki 800 W urządzenie może szybko nagrzać się do 300°C. Grzejnik również dość szybko się schładza. Producent uzupełnił swój produkt o 6 dysz, stojak, solidną metalową obudowę oraz zestaw narzędzi (śrubokręt, klucz imbusowy).
Analizując opinie konsumentów, istnieje kilka zalet i wad urządzenia. Z jednej strony model zasługuje na pochwałę za moc, szybkie nagrzewanie i chłodzenie, gładkie szwy, przystępną cenę. Reklamacje przychodzą do niewygodnego stojaka, lichej obudowy, kiepskiej jakości powłoki teflonowej.
Producenci zgrzewarek do rur polipropylenowych, krótki przegląd modeli.
Przy wyborze dowolnego sprzętu jednym z decydujących kryteriów jest renoma producenta. I chociaż maszyn do ręcznego zgrzewania rur polipropylenowych nie można nazwać zbyt skomplikowanymi i zaawansowanymi technologicznie urządzeniami, istnieją również pewne autorytety w tej dziedzinie.
Tak więc „trendziści” w produkcji takiego sprzętu są uważani za „Rothenberger”, „Valfex”, „Dytron”, „BRIMA”, „Gerat”, „KERN”. Urządzenia Elitech, Sturm, Calibre, Enkor, PATRIOT, Energomash, DeFort są nie mniej niezawodne i poszukiwane. Najważniejsze, że zakupiony sprzęt jest naprawdę oryginalny, a nie podrobiony i towarzyszy mu gwarancja fabryczna producenta.
Podsumowując tradycyjnie mały przegląd popularnych modeli i średni dla nich poziom cen.
| Nazwa modelu, ilustracja | Krótki opis modelu | Średni poziom cen, rub. (kwiecień 2016) |
|---|---|---|
"BRIMA TG-171", Niemcy - Chiny  | Moc 750 W, średnica zgrzewania - do 63 mm, termostat elektromechaniczny, temperatura grzania - do 300°C. Czas nagrzewania - nie więcej niż 15 minut. W zestawie sześć par dysz od 20 do 63 mm. | 3900 |
"ENCOR ASP-800", Rosja - Chiny  | Moc 800 W, średnica zgrzewania - do 63 mm, termostat elektromechaniczny, temperatura grzania - do 300°C. Stabilny stojak na platformę. W zestawie sześć par dysz od 20 do 63 mm z powłoką teflonową. | 2200 |
Elitech SPT 1000, Rosja — Chiny  | Urządzenie z cylindrycznym elementem grzejnym. Moc - 1000 watów. Średnica spawania - od 16 do 32 mm. W zestawie komplet dysz (4 średnice) z powłoką teflonową. Ergonomiczny kształt korpusu i rączki, pozwalający na pracę w trudno dostępnych miejscach. Termostat elektromechaniczny. | 2700 |
"Sturm TW7219", Niemcy - Chiny  | Model o dużej mocy - 1900 W, z możliwością włączenia pełnej i połowy mocy (jeden lub dwa elementy grzejne). Sześć par końcówek pokrytych teflonem. Maksymalna średnica spawania to 62 mm. Czas nagrzewania - około 12 minut. Rozszerzony pakiet dostawy, który nie wymaga zakupu dodatkowych akcesoriów. | 3300 |
Dytron Polys P-1a, Czechy  | Wysokiej jakości profesjonalny sprzęt. Moc - 650 watów. Grzałka cylindryczna z precyzyjnym termostatem kapilarnym. Średnica spawania - do 32 mm. Opatentowane końcówki butów o 3 średnicach, pokryte wysokiej jakości niebieskim teflonem. Sześć ustawień temperatury. Automatyczna ochrona przed przegrzaniem. Waga - tylko 1,3 kg, co ułatwia pracę w trudno dostępnych miejscach. | 11200 w minimalnej konfiguracji - urządzenie, stojak i trzy dysze. |
Rothenberger ROWELD P 40T, Niemcy  | Moc - 650 watów.Maksymalna średnica spawania to 40 mm. Grzałka w kształcie miecza z możliwością zamontowania dwóch par tulei-trzpień. W zestawie 4 pary dysz od 20 do 40 mm, wysokiej jakości powłoka teflonowa. Cechy tego urządzenia - wbudowany termostat jest zaprojektowany specjalnie do rur polipropylenowych i jest zaprogramowany do precyzyjnego utrzymywania stabilnej temperatury 260°C. Masa urządzenia to 2,8 kg. | 14500 |
KERN Spawacz R63E, Niemcy  | Profesjonalny model. Stosunkowo niska moc, 800 W, a jednocześnie - możliwość spawania rur o średnicy do 63 mm. W zestawie sześć par końcówek pokrytych teflonem. Precyzyjna instalacja elektroniczna zadanej temperatury ze sterownikiem mikroprocesorowym, wyświetlacz cyfrowy. | 13500 |
Podsumowując - film o innej spawarce do rur polipropylenowych
Metoda zgrzewania doczołowego
Ta metoda umożliwia łączenie rur polietylenowych spoiną za pomocą specjalnego sprzętu do zgrzewania doczołowego. Spoina (lub „złącze”) ma taką samą wytrzymałość na rozciąganie jak sama rura polietylenowa. Poprzez spawanie podgrzewanym narzędziem łączy się rury PE o średnicach od 50 mm do 1600 mm włącznie. Standardowe tryby spawania technologicznego przeznaczone są do pracy w temperaturze powietrza od -10°C do +30°C. Jeżeli temperatura powietrza na ulicy przekracza standardowe przedziały temperatur, to spawanie rur polietylenowych należy przeprowadzić w schronie, aby zachować parametry technologiczne. Zgrzewanie doczołowe rur ciśnieniowych HDPE dzieli się na dwa główne etapy: prace przygotowawcze i samo spawanie. Etap przygotowawczy obejmuje:
- sprawdzenie działania i przygotowania do pracy urządzeń spawalniczych,
- przygotowanie miejsca na umieszczenie sprzętu spawalniczego,
- dobór niezbędnych parametrów do spawania,
- mocowanie rur PE i centrowanie w zaciskach zgrzewarki,
- obróbka mechaniczna końców spawanych powierzchni rur lub części.
Podczas przygotowywania sprzętu dobiera się wykładziny i zaciski, które odpowiadają średnicy spawanej rury. Powierzchnie robocze nagrzewnicy i narzędzia do obróbki rur PE muszą być oczyszczone z brudu i kurzu. Sprawność sprzętu sprawdza się podczas oględzin jednostek i elementów spawarki, a także podczas włączenia kontrolnego. Na spawarce sprawdza się płynność ruchu ruchomego zacisku centralizatora i działanie sklejarki. Umieszczenie sprzętu spawalniczego odbywa się na wcześniej przygotowanym i oczyszczonym terenie lub trasie rurociągu po ułożeniu na nim rur PE. W razie potrzeby miejsce spawania jest zabezpieczone markizami, aby chronić je przed opadami atmosferycznymi, piaskiem i kurzem. W deszczową pogodę zaleca się instalowanie sprzętu spawalniczego na drewnianych osłonach. Ponadto zaleca się zamknięcie wolnego końca rury polietylenowej zatyczkami inwentaryzacyjnymi, aby zapobiec przeciągom wewnątrz rury podczas spawania.
Montaż zgrzewanych rur ciśnieniowych HDPE i części, w tym montaż, wyrównanie i zamocowanie końców do zgrzewania, odbywa się w zaciskach centralizatora zgrzewarki. Opaski zgrzewarki do rur PE są dokręcone tak, aby zapobiec ślizganiu się rur oraz w miarę możliwości wyeliminować owalność na końcach.Podczas zgrzewania doczołowego rur PE o dużej średnicy, ponieważ mają one wystarczająco duży ciężar własny, pod wolnymi końcami umieszcza się podpory, aby wyrównać rurę i zapobiec przesuwaniu się spawanego końca rury. Kolejność procesu spawania:
- najpierw zmierzyć siłę potrzebną do przesunięcia ruchomego zacisku za pomocą nieruchomej rury,
- pomiędzy końcami rur montowana jest grzałka, podgrzana do wymaganej temperatury,
- przeprowadzić proces rozpływu dociskając końce rur PE do grzałki, wytwarzając niezbędne ciśnienie,
- końce są ściskane przez pewien czas (zgodnie z technologią zgrzewania dla tej rury polietylenowej) aż do pojawienia się gratu pierwotnego o wysokości od 0,5 do 2,0 mm,
- po pojawieniu się gratu pierwotnego ciśnienie zostaje zredukowane i utrzymywane przez czas niezbędny do podgrzania końców rur,
- po zakończeniu procesu rozgrzewania ruchomy zacisk centralizatora cofa się o 5-6 cm i grzałkę wyjmuje się ze strefy zgrzewania,
- po wyjęciu grzałki zbliżyć końce rurek polietylenowych, tworząc ciśnienie niezbędne do opadów,
- ciśnienie opadowe jest utrzymywane przez czas niezbędny do ostygnięcia złącza, a następnie dokonuje się wizualnej kontroli powstałej spoiny pod kątem wielkości i konfiguracji gratu zewnętrznego,
- następnie zaznacz powstałą spoinę.
Rodzaje aparatury
Zgodnie z zasadą łączenia części, zgrzewarki dzielą się na 2 typy:
- do połączenia elektrooporowego;
- na gniazdo i tyłek.
Zgodnie z zasadą działania wszystkie rodzaje sprzętu są podzielone na ręczne i mechaniczne. Każdy sprzęt spawalniczy, niezależnie od typu, ma 4 główne jednostki: generator, regulator temperatury, moduł mocy i zespół technologiczny, w którym łączone są części.Ten ostatni ma inną strukturę (w zależności od rodzaju spawania).
podręcznik
Ręczne zgrzewarki małogabarytowe mają postać płyty z końcówkami do mocowania końcówek części HDPE. Do połączenia przygotowanych powierzchni niezbędny jest wysiłek ludzki, dlatego średnica rury nie powinna przekraczać 125 mm. Urządzenie ręczne wybierane jest do użytku domowego, jest najłatwiejsze do opanowania, ma niską cenę.
Mechaniczny
Urządzenia te przeznaczone są dla profesjonalistów. Należą do nich:
- centralizator z końcówkami do mocowania części;
- obcinak końcowy z zaostrzonymi nożami do obróbki rur;
- element grzejny (lusterko spawalnicze);
- urządzenie do kompresji.
Zacisk połączonych rur zapewnia mechanik, więc ich średnica jest nieograniczona. Spawanie urządzeniem z napędem mechanicznym jest metodą bardziej zaawansowaną: ułatwia pracę operatora i zwiększa niezawodność połączenia.
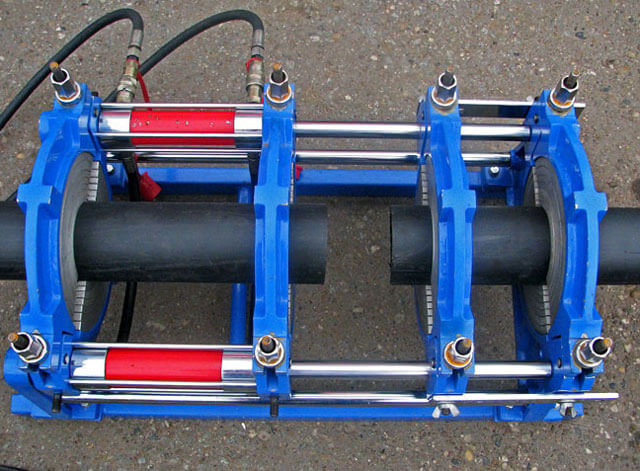
hydrauliczny
W urządzeniach hydraulicznych kompresja produktów odbywa się za pomocą napędu hydraulicznego. Takie urządzenia są przeznaczone do zgrzewania doczołowego i istnieją 3 rodzaje:
- Podręcznik. Wszystkie operacje wykonywane są ręcznie. Stosowane są do spawania rurociągów o średnim i niskim ciśnieniu.
- Półautomatyczny. Praca ręczna polega tylko na układaniu rur. Połączenie odbywa się automatycznie.
- Automatyczny. Ruchami wszystkich jednostek jednostki od początku do końca procesu steruje komputer, operator wprowadza tylko niezbędne parametry.
Nowoczesne maszyny pracują z dużą dokładnością. Potrafią odczytać niezbędne informacje z kodu kreskowego wydrukowanego na HDPE lub na złączach elektrycznych, na koniec procesu wystawiają protokół sprawozdawczy, wskazują błędy.
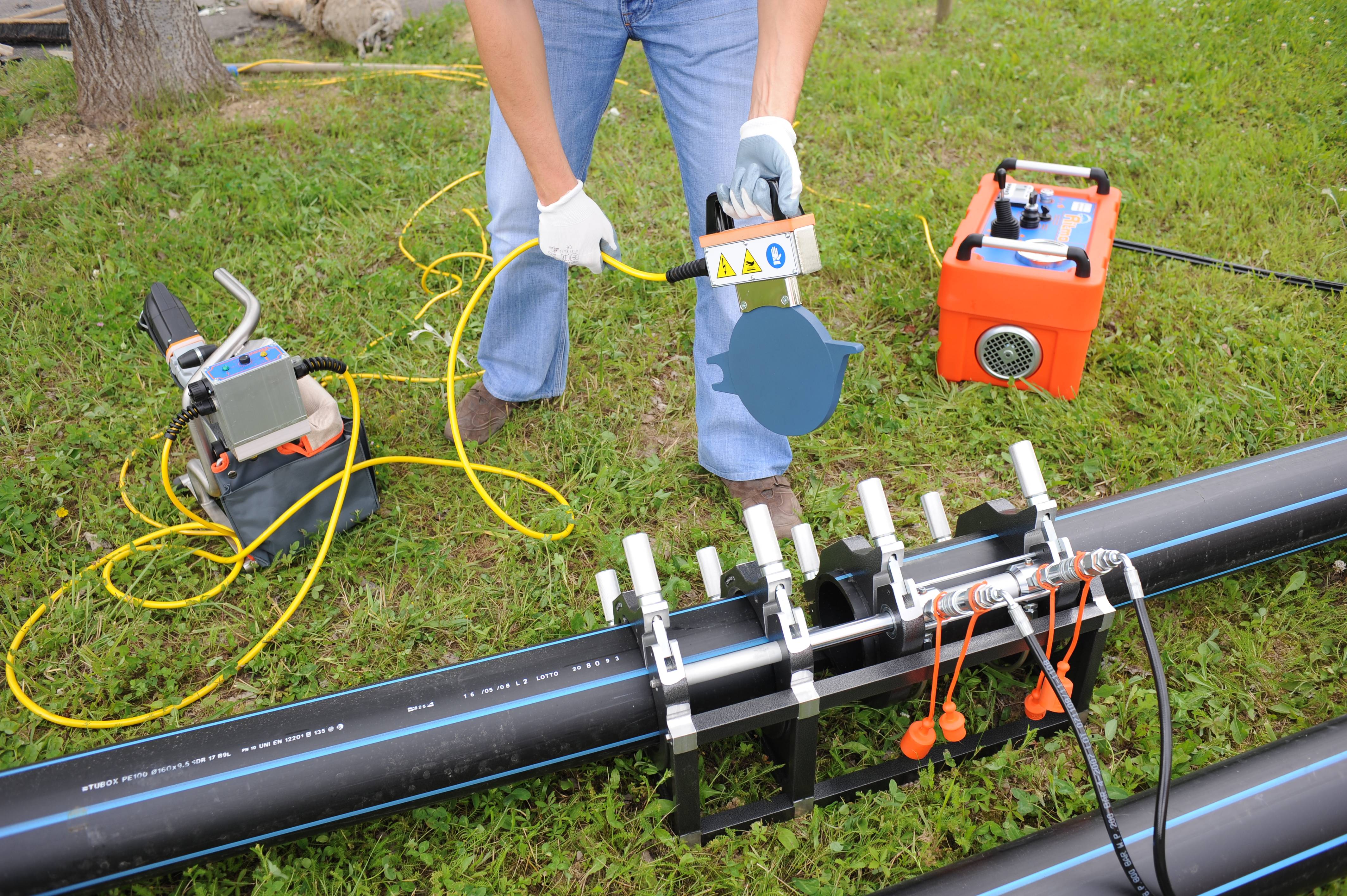
Sprzęt elektrooporowy
 Technologia zgrzewania elektrooporowego jest następująca.Na etapie produkcji element grzejny jest wkładany w każde złącze od wewnętrznej powierzchni dwoma wyprowadzeniami do jego zewnętrznej powierzchni.
Technologia zgrzewania elektrooporowego jest następująca.Na etapie produkcji element grzejny jest wkładany w każde złącze od wewnętrznej powierzchni dwoma wyprowadzeniami do jego zewnętrznej powierzchni.
Łączone rury są wsuwane w złączkę. Wyjścia złącza i spawarki są połączone specjalnym kablem. Następnie element wewnątrz złącza jest podgrzewany.










Dzięki temu odcinek rury polipropylenowej i złączki topi się w obszarze elementu grzejnego. Gdy urządzenie jest wyłączone, następuje odwrotna polimeryzacja połączonych części produktu. Rezultatem jest połączenie monolityczne.
może pracować z produktami o niemal każdej średnicy. Mogą spawać rury polipropylenowe, a także produkty z niskociśnieniowego polietylenu (HDPE).
Głównym elementem jest mikroprocesor jednostka z regulowanym zasilaniem. Zapisuje protokół spawania w celu monitorowania operacji i generuje prąd niezbędny do uzyskania wymaganej temperatury nagrzewania.
O określonej godzinie, w zależności od średnicy produktu i innych warunków, wyłącza urządzenie. Urządzenie może pracować na zewnątrz w zakresie temperatur -20…+60 °C.
Np. aparat Rothenberger ROWELD ROFUSE PRINT, dzięki swojej niewielkiej wadze i gabarytom (mała skrzynka o wadze ok. 20 kg), umożliwia łączenie rur HDPE i polipropylenowych o średnicy do 1200 mm.
Dane na nich można wprowadzić ręcznie lub odczytać z kodu kreskowego zainstalowanego na rurze przez producenta. Urządzenie jest łatwe w obsłudze i zawiera szczegółowe instrukcje.
Jak wybrać odpowiednie urządzenie?
Przyrządy do zgrzewania tworzyw sztucznych działają jak lutownica i są umownie podzielone na 2 typy - ręczne i mechaniczne.
Aparat ręczny
Reprezentuje płytę grzewczą z końcówkami do końcówek rur i uchwytu.Zgodnie z zasadą działania jest podobny do żelazka i lutownicy elektrycznej.

Wymaga ludzkiego wysiłku, aby skompresować łączone produkty. Nadaje się do rur PE o średnicy nie większej niż 12,5cm. W związku z tym nie nadaje się do dużych nakładów pracy i warto wybrać go do użytku domowego.
Mechaniczny
Przyrząd do lutowania mechanicznego to rama nośna z krążkami do mocowania rur i blokiem oprzyrządowania. Element grzejny wraz z elementami grzejnymi wewnątrz rozgrzewa końce łączonych rur, a mechanika zapewnia mocne ściskanie tych miejsc.
Stosowany do spawania wyrobów narażonych na duże obciążenia eksploatacyjne. Średnica produktów jest nieograniczona.
Profesjonaliści powinni wybrać tę opcję.
Przydatne wskazówki, jak dokonać właściwego wyboru:
Zwróć uwagę na opakowanie!
Urządzenie z kluczem do dysz nadaje się do pracy z jedną, maksymalnie dwiema średnicami. Jeśli zakres prac jest większy, wybierz sprzęt z dyszami o różnych średnicach;
Moc jednostkowa
Profesjonaliści mają jedną tajemnicę. Minimalną moc sprzętu oblicza się według prostego wzoru - największą średnicę rury, z którą musisz pracować, należy pomnożyć przez 10.







Na przykład, jeśli zamierzasz gotować w domu rury o średnicy 50 mm, to minimalna moc urządzenia = 50 × 10 = 500 W;
Jakiego producenta wybrać?
Najwyższa ocena dotyczy produktów czeskich firm (na przykład TM „Daitron”). Ale cena produktów - gryzie. Dlatego - jako alternatywa - tureccy producenci. Istnieją dobre modele produkcji krajowej.
Wnioski i przydatne wideo na ten temat
Porównanie i przydatne wskazówki dotyczące wyboru spawarek:
Ten film pokazuje krok po kroku proces montażu spawarki do rur pp własnymi rękami:
Wybór odpowiedniej zgrzewarki do rur polietylenowych nie jest taki trudny. Lepiej jest dawać pierwszeństwo produktom znanych producentów w akceptowalnej kategorii cenowej. Dzięki dokładnemu przestrzeganiu technologii spawania można uzyskać niezawodne połączenie.
Opowiedz nam o tym, jak wybrałeś spawarkę do montażu rurociągu polimerowego w domu lub w kraju. Podziel się powodami swojego wyboru. Proszę zostawić w bloku poniżej, zamieścić zdjęcie na temat artykułu, zadać pytania.



